


© 2025 JiangSu Dade Heavy Industry Co.Ltd. Все праваТехническая поддержка:Сеть Уси

Трехфазное источник питания переменного тока: 380В (±10%), 50Гц
Однофазное источник питания переменного тока: 220В (±10%), 50Гц
Температура окружающей среды: -20°C до 45°C
Влажность: от 50% до 90%
Сжатый воздух: 0.5MPa до 0.7MPa
Метод сварки: Богатая аргоновая газообразованная дуговая сварка (80% Ar + 20% CO) ₂)
Позиция сварки: Плоская сварка (сварка филе в горизонтальном положении), горизонтальная сварка филе
Сварочная провода: твердая провода 1,2 мм
Длина продления провода: 22 мм
Ширина колебания сварки: 0-30мм
Название детали: Вибрационный возбудитель
Спецификации рабочей части: Максимальный вес 161 кг
Тип сварного шва: В соответствии с требованиями сварки, указанными на чертежах продукта заказчика
Процессный поток вибрационного возбудителя типа удара:
Однодельничная обработка → Полная сборка → Полная сварка
Процессный поток вибрационного возбудителя типа без удара:
Однодельничная обработка → Внутренняя сборка реберной пластины и сварка → Полная сборка → Полная сварка
Требования к производственной линии:
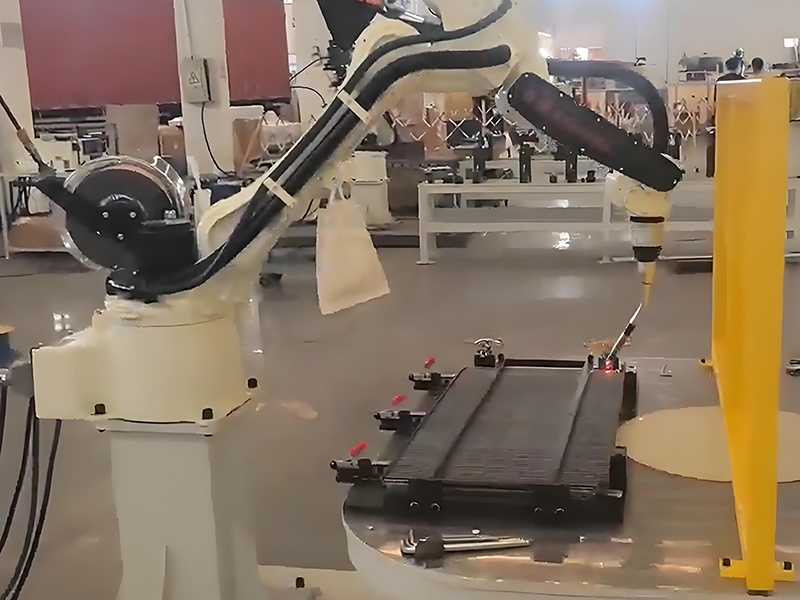
Используйте роботизированную руку с помощью силы для подъема отдельных частей (эксцентрических блоков, центральных валов и т.д.) на монтажное крепление. Поставщик должен разработать подходящие подъемные инструменты для облегчения обращения с компонентами и готовой продукцией. Поднятые детали должны оставаться равными, экономяя время и усилия, обеспечивая при этом простоту сборки.
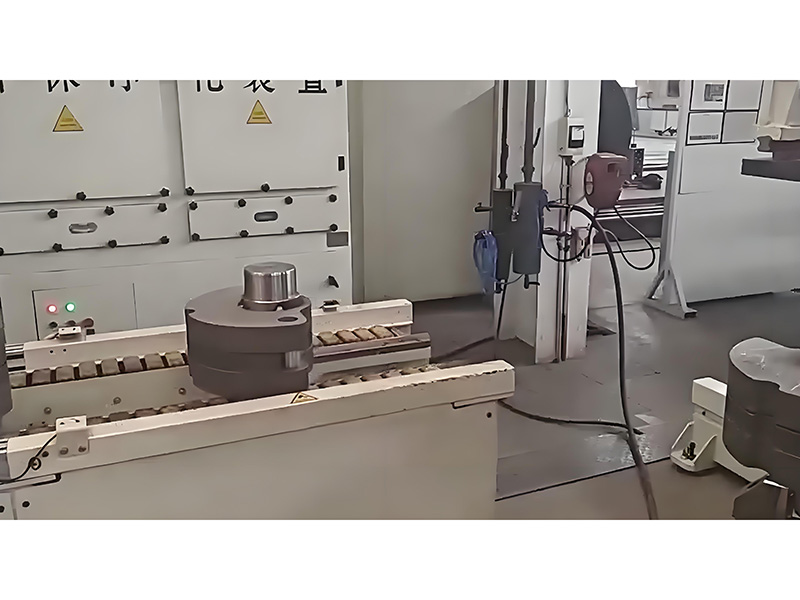
После ручной сборки, приклеивания и сварки (внутренние сварки) на креплении деталь автоматически транспортируется на конвейерную линию.
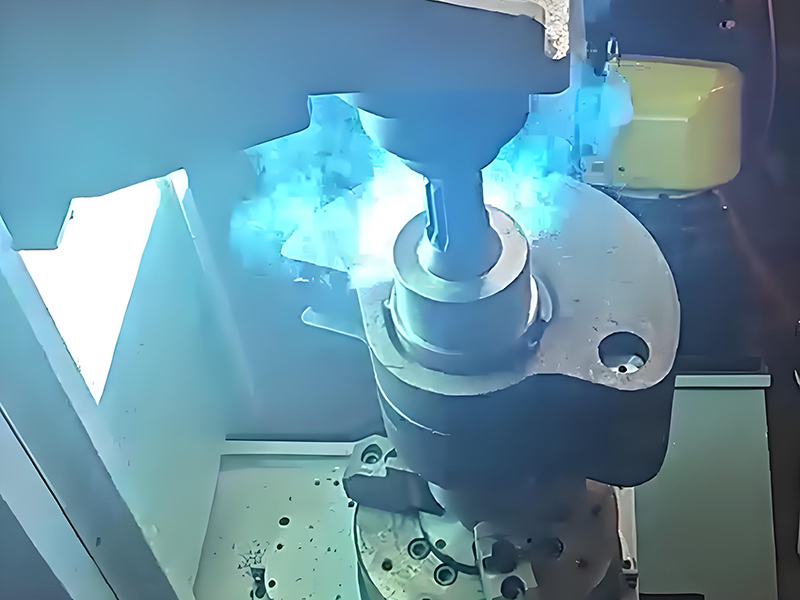
Затем деталь автоматически передается в зварный позиционер, который автоматически зажимает его и вращается под желаемым углом (регулируемый на 360°). Сварочный робот выполняет автоматическую сварку.
После сварки позиционер перемещается в ручную шлифовую зону, где рабочие шлифуют деталь, в то время как позиционер вращается и наклоняется для полной доступности.
После завершения шлифовки позиционер перемещается на выходную линию, автоматически освобождает деталь, а рука с помощью силы поднимает его на стойку для хранения материала.
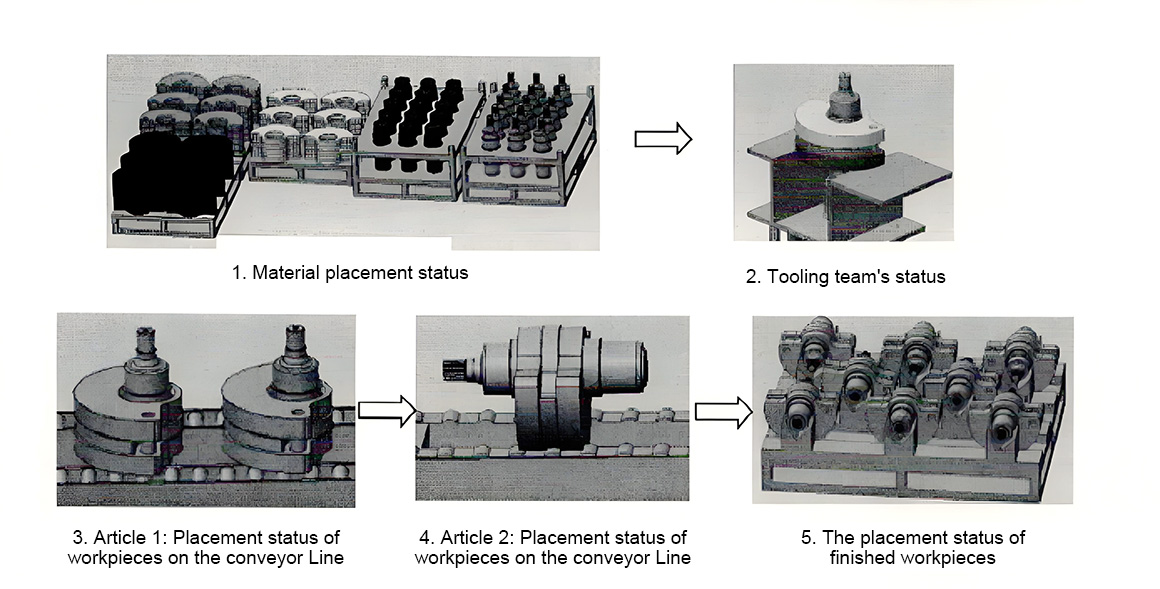
Проект производственной линии должен учитывать размещение материалов на каждом этапе для облегчения обработки.
Статус размещения материалов в ходе каждого процесса следующий: