Анализ основных процессов и тенденций развития технологии сварки корпуса автомобилей
Время публикации:2025-10-26
Количество просмотров:479
Анализ основных процессов и тенденций развития технологии сварки корпуса автомобилей
в производстве автомобилей,
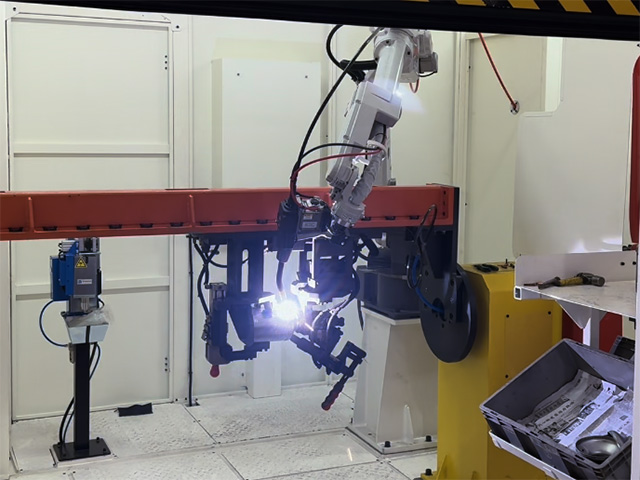
сварка корпусаТехнология является основным звеном, определяющим конструктивную прочность, безопасность и эффективность производства всего транспортного средства. С популяризацией легких материалов и растущим спросом на интеллектуальное производство процессы сварки постоянно итерируются и инновации, обеспечивая ключевую поддержку непрерывного развития автомобильной промышленности.
I. Основные технологии сварки и характеристики их применения
1. Сварка с точками сопротивления: Как технология с скоростью использования более 60% в изготовлении корпуса, сварка с точками сопротивления достигает локального слияния металлов через давление электрода и мгновенное высокое нагревание тока. Его преимущества заключаются в небольшой деформации и высокой эффективности. Он особенно подходит для сварки высокопрочных стальных листов и может избежать повреждения свойств материала, вызванного традиционными методами нагрева.
2. Лазерная сварка: С лучем высокой плотности энергии лазерная сварка может достичь обработки шва с точностью 0,1 мм. Она особенно подходит для соединения точных компонентов, таких как электрическая приводная система и аккумуляторные пакеты новых энергетических транспортных средств. Эта технология демонстрирует значительные преимущества в сварке легких материалов, таких как алюминиевые сплавы и оцинкованные стальные листы, а скорость сварки может достигать нескольких метров в минуту.
3. Газ - защитенная сварка: Использование CO ₂ или смешанные газы в качестве защитной среды, он подходит для сварки средних - и толстых - калибровых пластин. Он имеет характеристики низкой стоимости и сильной адаптивности и обычно используется для ремонта сварки компонентов, таких как двери и рамы.
4. Дуговая сварка и паевание: Дуговая сварка в основном используется для соединения толстых - стенных конструктивных частей, в то время как паевание достигает сочетания различных материалов через наполнительный металл с точкой плавления ниже, чем базовый материал. Он широко используется в таких областях, как радиатор и сборка электронных компонентов.
II. Адаптация материалов и инновации процессов
Современные материалы корпуса эволюционировали от одностальных конструкций до многоматериальных гибридных конструкций, включая:
- Сталь высокой прочности: основной материал составляет более 60%, который должен быть сопровожден процессом сварки сопротивления с точным управлением давлением.
- Алюминиевый сплав: предпочтительный легкий материал, который опирается на технологии низкого теплового ввода, такие как лазерная сварка и сварка при трении.
Композитные материалы: такие материалы, как углеродное волокно - усиленный пластик (ХФРП), способствуют развитию технологий слияния и ультразвуковой сварки.
Возьмя в качестве примера новые энергетические транспортные средства, батарейная коробка использует гибридную структуру из алюминиевого сплава и стального шасси, что требует сочетания процесса лазерной сварки и самопробивающегося заклепления (SPR) для достижения надежного соединения при удовлетворении требований легкого веса и безопасности столкновений.
III. Технологические прорывы и промышленные проблемы
В настоящее время в области сварки стоят три основных задачи:
1. Многоматериальная совместимость: Различия в точках плавления и коэффициентах теплового расширения различных материалов требуют разработки композитных процессов сварки. Например, лазерно-дуговая гибридная сварка может одновременно увеличить глубину проникновения и скорость сварки.
2. Интеллектуальное обновление: система позиционирования сварки, основанная на машинном видении, может улучшить точность сварки до ±0,05 мм, а технология цифрового близнеца реализует оптимизацию параметров процесса в режиме реального времени.
3. Требования к экологически чистому производству: доля применения экологически чистых технологий, таких как бездымная лазерная сварка и электромагнитная импульсная сварка с низким энергопотреблением, увеличивается с каждым годом, способствуя снижению выбросов углерода в процессе сварки.
Возьмя в качестве примера производство кузова в белом цвете определенной модели транспортного средства, после принятия полностью автоматической производственной линии сварки, производственный цикл был сокращен с 120 секунд на транспортное средство до 78 секунд, а квалифицированная скорость сварки была увеличена до 99,97%, значительно снижая затраты на переработку.
IV. Будущие тенденции в области развития
1. Гибкое производство: Модульные сварочные рабочие станции могут быстро адаптироваться к различным моделям транспортных средств и поддерживать многоразнообразное смешанное производство линии.
2. Система мониторинга качества: Система онлайн мониторинга может достичь 100% отслеживаемости качества сварных пятен с помощью таких средств, как инфракрасная термообразование и обнаружение акустического излучения.
3. Новая адаптация материала: Для сплавов магния и керамических - матричных композитов разрабатываются сверхнизкотемпературные процессы сварки, такие как передача холодного металла (CMT).
Благодаря глубокой интеграции связи 5G и промышленного Интернета процесс сварки превращается из единой технологии соединения в систематический проект, охватывающий проектирование, моделирование и выполнение, постоянно способствуя развитию автомобильной промышленности в более безопасном, более эффективном и более экологически чистом направлении.