Газозащитная дуговая сварка робота: технический анализ и руководство по применению
Время публикации:2025-11-02
Количество просмотров:575
Газозащитная дуговая сварка робота: технический анализ и руководство по применению
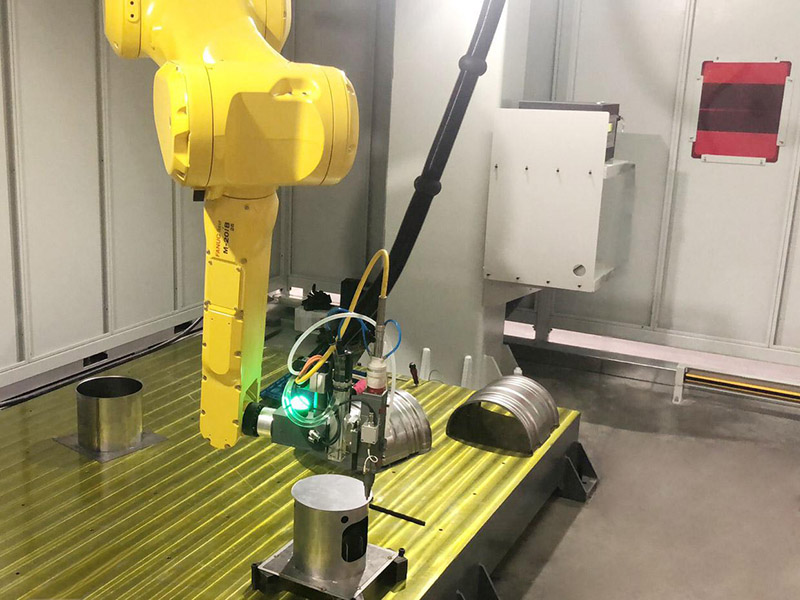
В качестве основного устройства в области промышленного производства робот
газообразованная дуговая сваркаинтегрирует автоматизированную роботическую руку с технологией сварки с газовым экраном для достижения эффективных и точных сварковых операций. Основные технические принципы и широкомасштабные сценарии применения обеспечивают решающую поддержку модернизации обрабатывающей промышленности.
Основные технические принципы
Ядро этого устройства заключается в скоординированном действии управления дугой и защиты от газа. Во время сварки роботизированная рука несет сварку для точного позиционирования и генерирует дугу высокой температуры с помощью технологии зажигания дуги короткого замыкания. В тот момент, когда сварочная провода контактирует с деталью, чтобы сформировать короткое замыкание, высокий ток вызывает быстрое нагревание контактной точки и ионизацию воздуха, высвобождая электроны и ионы. Эти заряженные частицы движутся в направлении под действием электрического поля, образуя стабильную дугу. Тепло дуги пропорционально продукту тока и напряжения, обеспечивая контролируемую энергию для плавленного бассейна.
Защита плавленного бассейна зависит от инертных или активных газов (таких как углекислый газ, аргон или их смешанные газы), чтобы сформировать изоляционный слой, предотвращая загрязнение сварки кислородом и примесями в воздухе, обеспечивая тем самым равномерное образование сварки и отсутствие пористости. Этот процесс сочетает в себе автоматическое планирование пути с регулированием параметров в режиме реального времени, чтобы обеспечить высокое качество завершения сложных сваров.
Основные преимущества и параметры производительности
1. Двойное улучшение точности и эффективности: повторная точность позиционирования роботической руки может достигнуть ±0,05 мм. В сочетании с возможностью непрерывной работы эффективность в 3 - 5 раз выше, чем традиционная ручная сварка.
2. Адаптируемость к нескольким сценариям: Он поддерживает сварку всех позиций, охватывающую сложные условия работы, такие как плоская сварка, вертикальная сварка и верхняя сварка.
3. Динамическая конфигурация параметров:
- Выходный ток: Регулируемый в широком диапазоне 20 - 500А, подходит для сварки тонких пластин (0,8 мм) до толстых пластин (более 20 мм).
- Выходное напряжение: непрерывно регулируется от 14 - 50В для соответствия требованиям проникновения различных металлов.
- Сварочные проводы: Совместимы с твердыми / потоковыми - ядроми сварочных проводов из углеродной стали, нержавеющей стали, алюминиевого сплава и других материалов с диаметром 0,8 - 1,6 мм.
Карта применения промышленности
- Автомобильное производство: урожайность сварки кузова может достигать 99,95%, а время сварки на транспортное средство сокращается до 45 минут.
- Инженерия судостроения: эффективность сварки секций корпуса увеличивается на 60%, а сварки соответствуют стандартам рентгеновской инспекции.
- Энергетическое оборудование: односторонняя сварка с двойной формообразованием достигается для периферийных сварк сосудов под давлением, снижая скорость ремонта на 40%.
- Аэрокосмическая: Ширина теплозатронутой зоны при сварке компонентов из титанового сплава контролируется в пределах 1,2 мм, отвечая требованиям высокой прочности и легкого веса.
- Строительство стальных конструкций: скорость автоматической сварки для H-образной стали достигает 1,2 м / мин, в 8 раз выше, чем ручная работа.
Стратегия выбора оборудования
1. Адаптируемость материала: газ экранирования углекислого газа рекомендуется для деталей из углекислой стали, а смешанный газ аргона предлагается для деталей из нержавеющей стали.
2. Пространственная доступность: рабочий радиус шестиосной роботизированной руки должен покрывать в 1,2 раза размер самой большой детали.
3. Степень интеграции системы: предпочтительно выбрать интеллектуальные модели, оснащенные отслеживанием сварки и мониторингом проникновения, чтобы сократить время и затраты на отладку.
4. Оптимизация соотношения энергоэффективности: выберите инверторное оборудование питания с эффективностью преобразования электрической энергии более 85%.
Благодаря научному отбору и стандартизированной работе роботизированная газообразованная дуговая сварка может значительно снизить стоимость сварки на 30% - 50% и стать ключевым оборудованием для повышения конкурентоспособности ядра в преобразовании Индустрии 4.0. Благодаря интегрированному применению технологии Интернета вещей связь между удаленным мониторингом параметров и базой данных процесса будет способствовать интеллектуальному развитию сварки.