Полуавтоматическая сварка: всеобъемлющий анализ основных принципов, сценариев применения и эксплуатационных спецификаций
Время публикации:2025-11-09
Количество просмотров:557
Полуавтоматическая сварка: всеобъемлющий анализ основных принципов, сценариев применения и эксплуатационных спецификаций
Как эффективный инструмент, который балансирует ручную работу и механическую автоматизацию, полуавтоматическая сварка занимает важное место в области промышленного производства. Его уникальная конструкция процесса не только улучшает эффективность сварки, но и учитывает гибкость и точность, что делает ее ключевым устройством в таких отраслях, как автомобильное производство, строительные стальные конструкции и аэрокосмическая промышленность.
I. Основные технические принципы
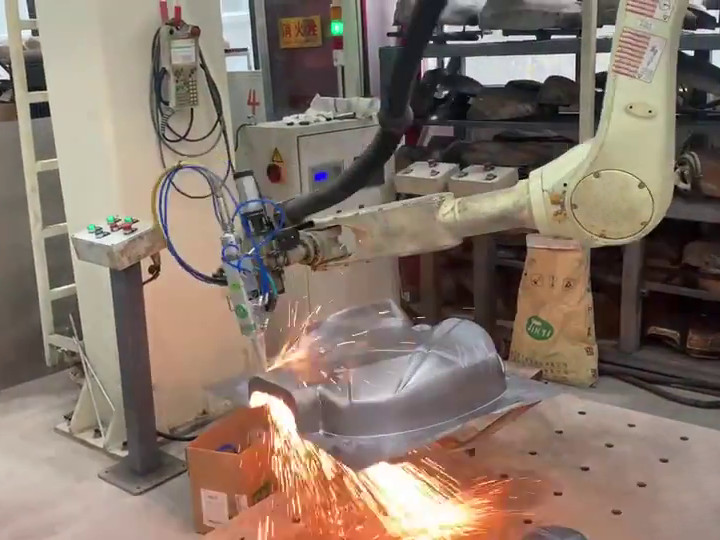
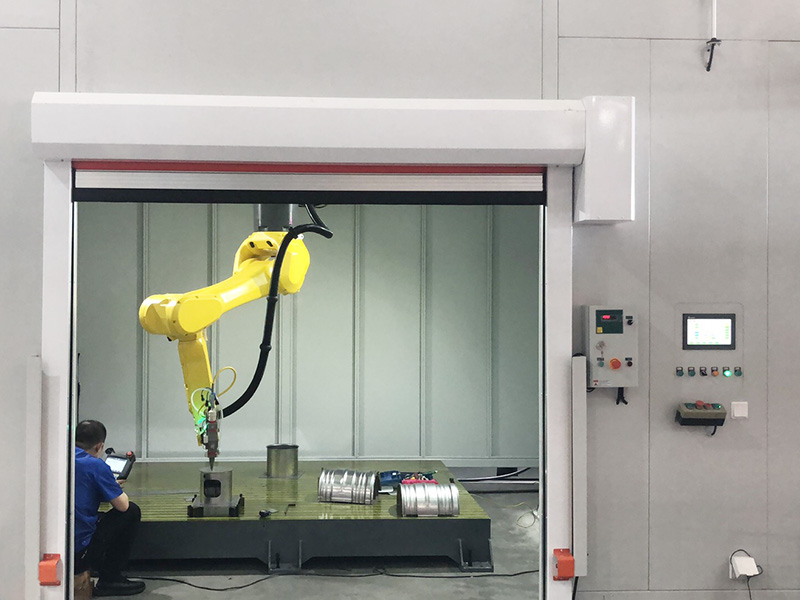
Ядро
полуавтоматическая сварканаходится в режиме совместной работы человека-машины. Оборудование точно доставляет сварочные материалы в точку сварки через автоматическую систему подачи провода, в то время как сварочный факел управляется вручную, чтобы двигаться вдоль траектории сварного шва. Это разделение труда сочетает в себе автоматизацию сварочных действий с гибкостью управления направлением, что особенно подходит для сварочных требований сложных форм. Например, при сварке стальной конструкции оператор может регулировать угол сварки факела в режиме реального времени, чтобы обрабатывать сварные швы в разных положениях, в то время как система подачи проволоки поддерживает стабильный выход, чтобы обеспечить качество плавленного бассейна. Система управления обычно оснащена модулями защиты от перегрузки и контроля температуры для эффективного предотвращения дефектов сварки, вызванных сбоями оборудования.
II. Замечательные преимущества процесса
1. Двойное улучшение точности и эффективности
По сравнению с традиционной ручной сваркой автоматическая система подачи провода может увеличить скорость осаждения на 30% - 50%, а ошибка равномерности сварного шва может контролироваться в пределах 0,2 мм. Пример в аэрокосмической области показывает, что после использования полуавтоматического оборудования одночасточное рабочее время сокращается на 40%.
2. Адаптация к нескольким материалам
Последние модели могут быстро переключать режимы сварки для таких материалов, как нержавеющая сталь, алюминиевый сплав и сплавленная сталь, через функцию предварительного задания параметров. Некоторые оборудования достигли безшовной сварки пластин различной толщиной от 0,8 мм до 6 мм.
3. Оптимизация комплексных расходов
Расходы на обслуживание снижаются на 50% по сравнению с полностью автоматизированным оборудованием, а цикл обучения эксплуатации занимает всего 15 - 30 дней. Исследования рынка показывают, что после внедрения этого оборудования малыми и средними предприятиями комплексная стоимость сварки снижается на 18% - 25%.
III. Типичные промышленные приложения
- Автомобильное производство: коэффициент применения на сварочной станции сборки кузова превышает 75%. Скорость сварки белого корпуса может достигать 3 м/мин, а прочность соответствует стандарту ISO 14324.
- Аэрокосмическая технология: применение круговой сварки в резервуарах для хранения топлива достигло показателя прохождения нерушительного испытания в 99,3%, а прочность сварки ключевых несущих конструкций достигает 1200 МПа.
- Строительство зданий: в проектах высотных стальных конструкций эффективность сварки 8 мм толщины H-образных стальных балок достигает 12 м / ч, что в два раза превышает традиционный процесс.
IV. Спецификации безопасности
1. Экологическая предварительная обработка
Рабочая зона должна поддерживать циркуляцию воздуха, а концентрация горящихся газов должна быть ниже 10% нижнего предела взрывоопасности. Для активных металлов, таких как алюминиевый сплав, необходимо настроить защитную газовую систему с чистотой аргона 99,99%.
2. Система предварительного осмотра оборудования
Перед запуском машины каждый день следует обнаружить степень износа колеса подачи провода (количество износа ≤ 0,1 мм), сопротивление заземлению (≤ 4Ω) и производительность изоляции (≥ 2MΩ).
3. Система защиты персонала
Необходимо настроить автоматические маски с переменным затемнением (время реакции ≤ 0,1 мс), защитную одежду с номинальной запалоустойчивостью NFPA 2112, а индекс ультрафиолетовой защиты должен соответствовать стандарту ISO 12312 - 2.
V. Тенденции в области технологического развития
Отчет отрасли в 2025 году показывает, что новое поколение оборудования развивается в направлении интеллекта:
1. Интеграция системы зондирования зрения может достичь автоматического отслеживания сварных швов на уровне 0,05 мм.
2. Ожидается, что доля оборудования, оснащенного модулями Интернета вещей, превысит 40%, поддерживая оптимизацию параметров сварки в облаке.
3. Композитная технология сварки интегрирует лазерное отопление, которое может увеличить скорость сварки пластин более 6 мм на 60%.
При выборе оборудования рекомендуется обратить внимание на ключевые параметры, такие как точность подачи провода (рекомендуется ±0,15 мм) и рабочий цикл (промышленный класс должен быть ≥60%). Регулярная очистка металлических частиц в трубопроводе подачи проволоки может продлить срок службы оборудования на 30%. С технологической итерацией полуавтоматическая сварка становится важным элементом в интеллектуальной производственной системе и постоянно содействует модернизации производства современной промышленности.