Всесторонний анализ типов сварочных рабочих станций, цен и руководств по покупке
Время публикации:2025-07-02
Количество просмотров:631
Всесторонний анализ типов сварочных рабочих станций, цен и руководств по покупке
Основная классификация и технические характеристики сварочных рабочих станций
Как основное оборудование для автоматизированной сварки, типы сварковых рабочих станций в основном определяются сварковыми процессами и сценариями применения. В настоящее время основные классификации на рынке включают:
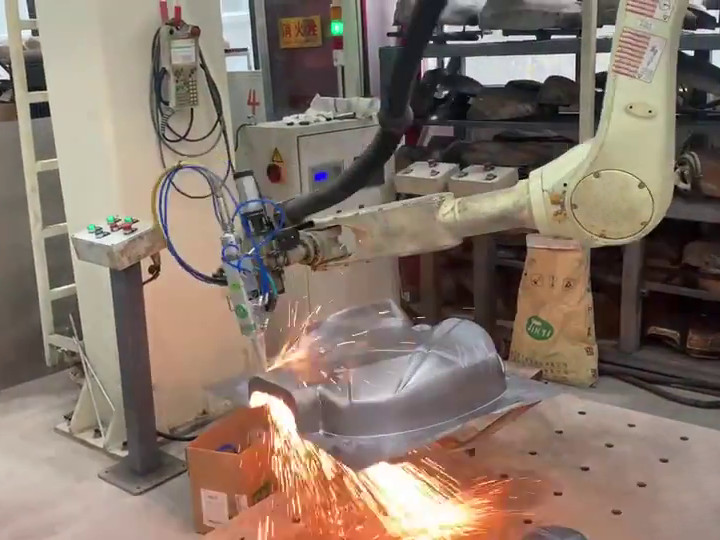
1. Рабочая станция робота сварки коробки
Разработанный специально для промышленности шкафов, он подходит для сварки крупных деталей, таких как электрические шкафы управления и воздухонепроницаемые коробки. Эта рабочая станция принимает двухстанционную конструкцию позиционера, которая поддерживает одновременную сварку и демонтаж и сборку деталей, с увеличением эффективности более чем на 30%. Конфигурация ядра включает в себя шестиосный промышленный робот и систему сварки MIG/CMT. Благодаря интеллектуальному управлению он может достичь обнаружения герметичности сварного шва, что делает его особенно подходящим для высокоточных сценариев сварки, таких как нержавеющая сталь.
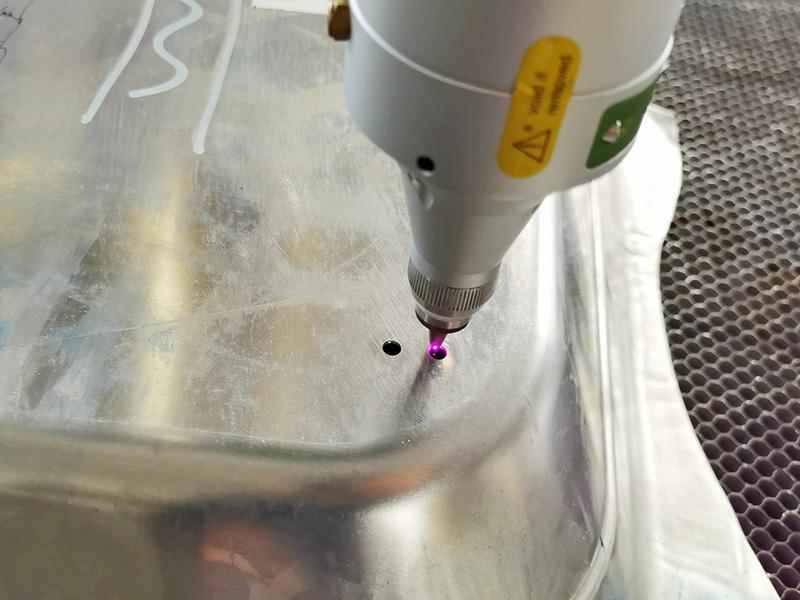
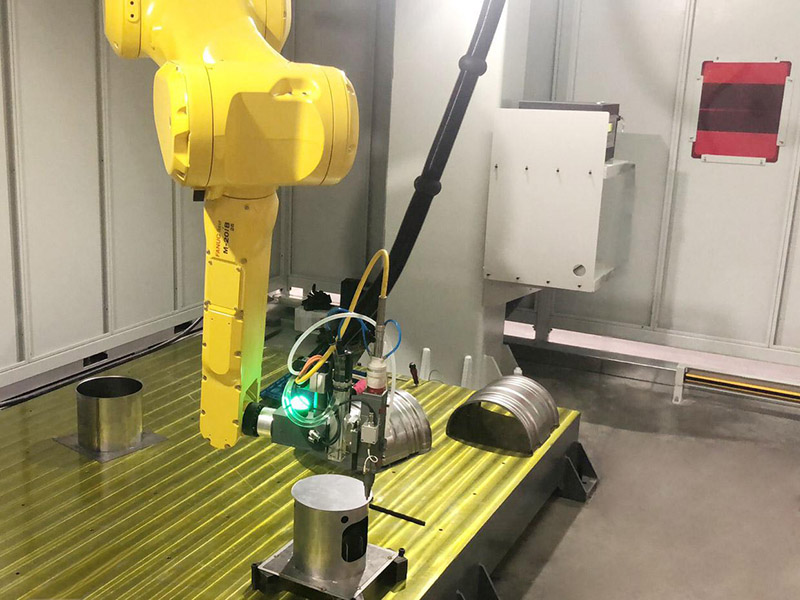
Он использует волоконный лазер и пятиосную систему соединения, подходящую для точной сварки металлических оболочек базовой станции 5G, корпусов автомобилей и т.д. Теплозатрагиваемая зона лазерной сварки составляет всего 1/3 от традиционных процессов, и она поддерживает разрыв пластины 0,2 - 0,5 мм. С помощью системы позиционирования зрения он может достичь повторной точности позиционирования ±0,1 мм.
3. Композитная рабочая станция для сварки и дуговой сварки
Широко используется в области производства автомобилей, интегрируя точковую сварку и модуль дуговой сварки, он может завершить прочную сварку и декоративную сварку рамы кузова. Технология сервопривода сокращает время сварки с одной точкой до 0,3 секунды, с повышением эффективности более чем в 5 раз по сравнению с ручной работой.
Глубокий анализ факторов, влияющих на цены
Котировки для сварки рабочих станций могут варьироваться от 200 000 до 3 миллионов юаней, в основном в зависимости от следующих факторов:
- Процессная система: стоимость оборудования для лазерной сварки на 60% - 80% выше, чем традиционная дуговая сварка. Техническая премия основных компонентов, таких как трехмерные пятиосные лазерные головки, значительна.
- Уровень автоматизации: рабочие станции, оснащенные седьмой осью направляющей рельсы и визуальным осмотром, на 40% - 50% дороже, чем базовые модели.
- Премиум отечественных брендов: Цена импортных брендов (таких как европейские бренды) за то же оборудование - спецификация обычно в 1,5 - 2 раза выше, чем отечественные бренды.
- Степень настройки промышленности: система двойной станции, необходимая для герметической сварки коробки, может увеличить стоимость оборудования на 15% - 20%.
Стратегии закупок и контроль качества
Выбор сварочной рабочей станции должен осуществляться в четыре этапа:
1. Оценка степени совпадения процесса: Для деталей типа коробки предпочтительна двойная ротационная система станции. Для тонкопластинной сварки рекомендуется технология передачи холодного металла CMT.
2. Проверка технологии поставщика: запросите отчет о механической производительности сварных образцов и сосредоточитесь на испытании прочности на растяжение и воздухонепроницаемости сварных швов.
3. Подтверждение расширяемости системы: подтвердите, поддерживает ли рабочая станция установку интеллектуальных модулей, таких как отслеживание сварных швов и мониторинг качества.
4. Испытание способности реагирования после продажи: Оцените запасные части инвентаризации производителя и скорость реагирования системы дистанционной диагностики.
Промышленные данные показывают, что использование стандартной сварочной рабочей станции может снизить стоимость сварки предприятия на 28% и увеличить показатель неисправности до более чем 98,5%. Рекомендуется провести на месте испытания сварки и сравнения между не менее трех производителей до покупки, и сосредоточиться на стабильности работы оборудования после непрерывной работы в течение 8 часов.