Комплексный анализ газообразованной сварки: принципы, преимущества и сценарии применения
Время публикации:2025-06-12
Количество просмотров:533
Комплексный анализ газообразованной сварки: принципы, преимущества и сценарии применения
Газозащитная сварка - это передовая техника сварки, которая использует дужный источник тепла для плавления металлов и изолирует воздух с помощью экранирующего газа. Его основной принцип состоит в том, чтобы генерировать дугу высокой температуры между сварочной проволокой и деталью через источник питания постоянного или переменного тока. Непрерывно подаваемая сварочная провода плавится в качестве наполнительного металла. В то же время диоксид углерода (CO) ₂), Аргон (Ar) или смешанные газы (такие как Ar + CO) ₂) распыляются вокруг дуги и плавленного бассейна, чтобы сформировать защитный барьер, предотвращая вторжение вредных газов, таких как кислород и азот, в сварку. Этот механизм изоляции значительно снижает окисление металла и образование примесей, обеспечивая тем самым высокую прочность и компактность сварки.
Пять технических преимуществ газообразной сварки
1. Высокое производство эффективности: Сварочная провода может быть непрерывно и автоматически подана. Скорость сварки в 1 - 4 раза выше, чем традиционная ручная сварка, что делает ее особенно подходящей для сценариев массового производства, таких как производство автомобилей и изготовление стальной конструкции.
2. Простота в работе: По сравнению с такими процессами, как сварка TIG, которая требует точного управления дугой, газообразованная сварка имеет более низкие требования к навыкам сварщиков. Начинающие могут овладеть основными операциями через краткосрочное обучение.
3. Мульти - материальная совместимость: Он может сварить различные металлы, такие как углеродная сталь, нержавеющая сталь, алюминиевый сплав и медный сплав. Регулируя экранирующий газ и тип сварочной проволоки (например, твердой или потоковой проволоки с ядром), он может удовлетворить потребности различных материалов.
4. Отличное качество сварки: Газ экранирования эффективно уменьшает окисление плавленного бассейна. Сварка равномерна и аккуратна, а ее механические свойства близки к свойствам необычного металла. Кроме того, скорость распыления может быть дальше уменьшена с помощью смешанных газов (таких как Ar + CO). ₂).
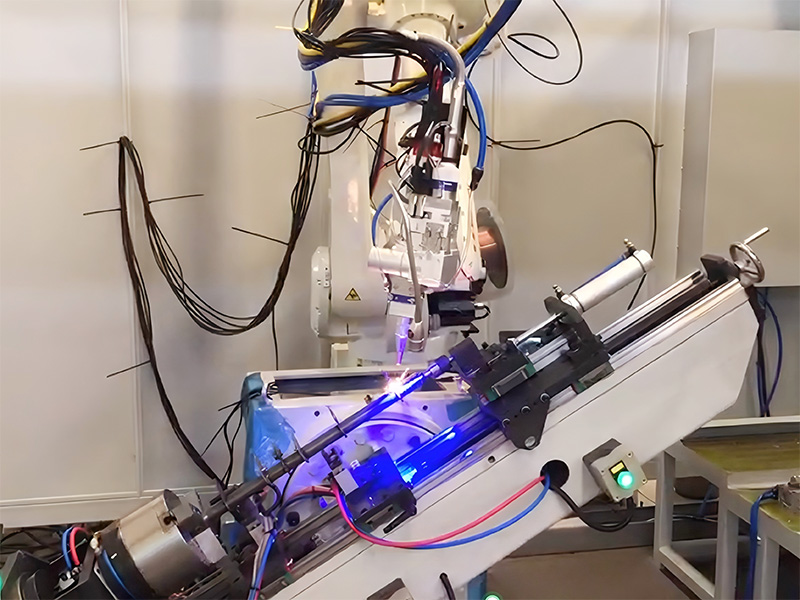
5. Адаптируемость автоматизации: Он поддерживает интеграцию робота и программирование цифрового управления, и подходит для всех - сварки позиции (плоская сварка, вертикальная сварка, верхняя сварка). Высокая точность и низкая деформация сварки могут быть достигнуты в операциях трубопровода.
Анализ типичных сценариев применения
- Промышленное производство: Широко используется в сварке кузова автомобилей и сборке конструктивных частей строительных машин, особенно подходит для быстрого соединения тонких пластин (1 - 5 мм) и средней толщины пластин (5 - 25 мм).
- Аэрокосмическая: аргоновая дуговая сварка (TIG) используется для сварки компонентов из титанового сплава и алюминиевого сплава для удовлетворения требований к высокой чистоте и высокой прочности сварки.
- Строительство и инфраструктура: Для сварки на месте мостов стальных конструкций и строительных рам, CO ₂ газообразованная сварка стала основным выбором из-за высокой глубины проникновения и ветроустойчивости (при использовании с ветрозащитным оборудованием).
- Производство трубопроводов: для сварки труб из нержавеющей стали и медных труб часто выбирают смешанную газообразную сварку, учитывая как проникновение, так и качество формирования сварки.
Сравнительный анализ с другими процессами сварки
- VS Ручная дуговая сварка:
Газозащитная сварка не требует частой замены электрода. Эффективность сварки более чем в 4 раза выше, и нет остатков шлака, сэкономив последующее время очистки. Однако затраты на оборудование и потребление газа делают его менее конкурентоспособным в небольших сценариях технического обслуживания.
- Сварка VS TIG:
Сварка TIG имеет более высокую дуговую стабильность и подходит для сварки точных деталей и тонких пластин, но она медленнее и дороже. Газозащитная сварка более экономически эффективна в обработке толстых пластин и массовом производстве.
- VS погруженная дуговая сварка:
Подводная дуговая сварка подходит для длинных прямых сварк толстых пластин, но ей не хватает гибкости и способности сварки во всех положениях. Газозащитная сварка лучше работает в сложных компонентах и ограниченных пространствами средах.
Ключевые моменты оптимизации процесса
- Выбор газа: CO ₂ подходит для дешевой сварки углеродной стали. В Ar + CO ₂ смешанный газ (с соотношением 80:20) может сбалансировать брызги и глубину проникновения и улучшить качество сваров из нержавеющей стали и легированной стали.
Соответствие параметров: ток (например, 60 - 90 А для тонких пластин 1 мм и 180 - 250 А для пластин средней толщины 10 мм), напряжение и скорость подачи провода следует регулировать в соответствии с толщиной пластины, чтобы избежать сгора или отсутствия слияния.
Меры защиты от ветра: защитные щиты от ветра должны быть настроены во время эксплуатации на открытом воздухе, чтобы предотвратить нарушения потока воздуха от разрушения защитного слоя газа и вызвать дефекты пор.
Благодаря своей высокой эффективности, стабильности и сильной адаптивности, газообразованная сварка стала незаменимой техникой сварки в современном производстве. С популяризацией смешанных газовых приложений и автоматизированного оборудования, его процессный потенциал будет продолжать освобождаться, обеспечивая более качественные решения для сварки в промышленной области.