Оборудование для визуальной сварки: основные компоненты, технические параметры и руководство по выбору
Время публикации:2025-11-12
Количество просмотров:462
Оборудование для визуальной сварки: основные компоненты, технические параметры и руководство по выбору
Оборудование для визуального отслеживания сварки интегрирует технологию машинного зрения и автоматизации для достижения мониторинга в режиме реального времени и динамической корректировки позиции сварки, значительно улучшая качество сварки и эффективность производства. Эта технология широко используется в высокоточных областях, таких как автомобильное производство и аэрокосмическая промышленность, и стала одним из ключевых оборудования для интеллектуальной модернизации современной промышленности. Ниже приводится анализ его основных компонентов, показателей эффективности и ключевых точек отбора.
1. Визуальный датчик
Как «глаза» системы, визуальный датчик собирает изображения области сварки через оптические компоненты (такие как линзы и фильтры). Основные компоненты включают датчик изображения (например, чип CMOS или CCD) и устройство оптической регуляции пути, которое может захватывать изображения высокого разрешения для точной идентификации геометрических особенностей сварки. Например, широкоугольный объектив может расширить поле зрения, в то время как технология автофокуса может удовлетворять требованиям к четкому изображению на различных поверхностях деталей.
2. Система обработки изображений
Система обработки изображений анализирует данные, собранные датчиком в режиме реального времени, и использует алгоритмы, такие как обнаружение края и извлечение функций, для точного определения координат сварки. Усовершенствованный процессор может быстро выполнять такие операции, как снижение шума и улучшение, чтобы обеспечить надежность данных во время динамического процесса сварки.
3. Система управления
На основе результатов обработки изображения система управления генерирует инструкции управления для динамической корректировки траектории движения сварочного робота и параметров сварки (таких как ток и скорость). Механизм управления закрытым циклом может компенсировать отклонения, вызванные деформацией рабочей части или помехами окружающей среды, чтобы обеспечить точность пути сварки.
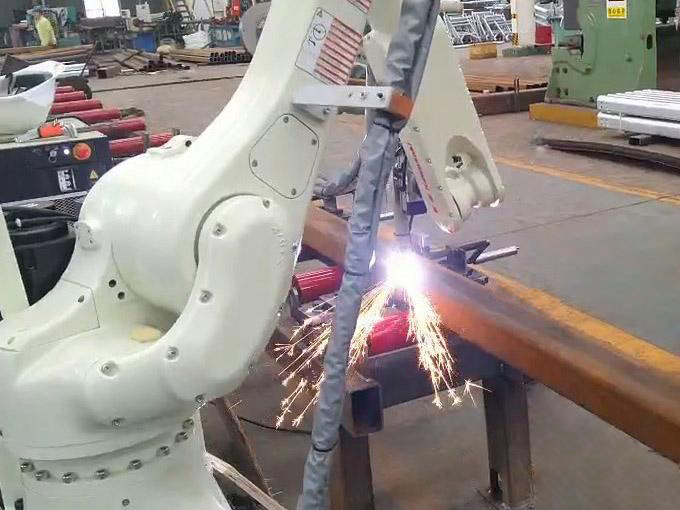
4. Система выполнения робота
В качестве терминала выполнения сварочный робот оснащен сварочным факелом и интегрирует многоосный модуль движения, который может завершить сварочные операции по сложным траекториям в соответствии с инструкциями. Конструкция с высокой жесткостью может адаптироваться к жестким условиям работы, таким как высокая температура и вибрация.
II. Анализ ключевых технических параметров
1. Точность и разрешение
- Точность: обычно требуется достичь в пределах ±0,05 мм для обеспечения того, чтобы глубина проникновения и ширина сварки соответствовали стандартам.
Разрешение: плотность пикселей датчика изображения определяет способность идентифицировать детали. Высокое разрешение (например, 12 миллионов пикселей) поддерживает обнаружение дефектов на микронном уровне.
2. Способность динамического реагирования
Скорость ответа: система должна завершить весь процесс от получения изображения до выхода команды в течение 10 мс, чтобы избежать отклонений сварки, вызванных задержками.
- Экологическая адаптируемость: высокотемпературные линзы и пылеустойчивые герметические конструкции обеспечивают стабильную работу оборудования в промышленных сценариях с пыльными и масляными пятнами.
3. Рабочий диапазон и совместимость
Оборудование должно поддерживать детали нескольких спецификаций. Диапазон горизонтального покрытия обычно составляет 0,5 - 3 метра, а вертикальная высота подходит для различных позиций сварки (таких как плоская сварка и вертикальная сварка).
III. Ключевые факторы выбора оборудования
1. Соответствующие требования к процессу сварки
- Характеристики материала: Выберите датчики с соответствующими спектральными ответами для различных материалов, таких как алюминиевый сплав и нержавеющая сталь.
- Тип сварки: Для сложных конструкций, таких как филетные сварки и сварки с опорной опорой, оборудование должно поддерживать функции планирования 3D-пути.
2. Расходы и соображения по обслуживанию
Оборудование начального уровня подходит для производства малых и средних партий, в то время как высококачественные модели (такие как интегрированные с функциями самообучения ИИ) подходят для высокоточных сценариев непрерывной работы.
- Дайте приоритет продуктам с модульной конструкцией для легкой последующей модернизации и замены компонентов.
3. Техническая поддержка и проверка
Поставщик должен предоставить полные отчеты об испытаниях (такие как сертификаты повторной точности позиционирования) и услуги ввода в эксплуатацию на месте для обеспечения беспрепятственной интеграции оборудования с производственной линией.
IV. Типичные сценарии применения
- Автомобильное производство: Используется для сварки корпуса для улучшения последовательности прочности в соединениях.
- Аэрокосмическая: удовлетворяет высокоточным требованиям к сварке компонентов из титанового сплава и снижает скорость ручной переработки.
- Тяжелые машины: адаптируется к непрерывной сварке длинных сварк на больших конструктивных деталях, снижая потребление энергии и рабочее время.
Оборудование для визуальной сварки модернизирует традиционный процесс сварки с помощью интеллекта и становится основным инструментом для улучшения качества и эффективности в обрабатывающей промышленности. Предприятия могут всесторонне оценивать такие измерения, как производительность, стоимость и обслуживание в соответствии с их собственными потребностями и выбирать подходящие решения.