Лазерная сварка - это технология высокоточного термоплавкого соединения, в которой используется высококоллимированный монохроматический лазерный луч в качестве концентрированного источника тепловой энергии для расплавления и плавления поверхности заготовки-мишени. При быстром затвердевании расплавленный материал образует металлургически связанное соединение с исключительной структурной целостностью. Этот метод, отличающийся локализованным подходом тепла, минимальным тепловым искажением и сверхтонким контролем сварного шва, совместим с широким спектром материалов, включая черные / цветные металлы, инженерные пластмассы и даже передовую керамику, стал основополагающим процессом в прецизионном производстве, аэрокосмической технике и микроэлектронике.
Основной механизм
лазерная сваркаполагается на преобразование энергии фотонов в тепловую энергию при взаимодействии лазерного луча с поверхностью заготовки. Плотность энергии луча, которая может превышать 10 ⁶ Вт / см2, быстро повышает локальную температуру выше точки плавления материала, создавая замкнутый расплавленный бассейн. Бесконтактный характер доставки энергии исключает физический износ инструмента и загрязнение заготовки, а способность точно модулировать параметры луча (например, плотность мощности, продолжительность импульса, скорость сканирования и диаметр фокального пятна) позволяет индивидуально контролировать глубину проникновения шва, геометрию шва и скорость затвердевания. Этот уровень перестройки процесса позволяет легко интегрировать лазерную сварку в автоматизированные производственные линии, поддерживая стабильное и воспроизводимое качество сварки для крупносерийных производственных сценариев.
Процессы лазерной сварки делятся на две основные технические конфигурации, каждая из которых оптимизирована для различных требований к применению:
1. Сварка ограниченной проводимости (CLW)
Этот вариант с низкой энергетической плотностью ограничивает распространение тепла на поверхность заготовки за счет теплопроводности, что приводит к неглубокому проникновению сварного шва (обычно < 1 мм) и широкой гладкой насадке сварного шва. Отсутствие глубокого плавления материала сводит к минимуму тепловое напряжение и деформацию, что делает CLW идеальным для соединения тонкостенных листов (0,1-1 мм), деликатных компонентов или деталей, требующих эстетической отделки после сварки. Ключевые области применения включают микроэлектронную упаковку, сборку тонкопленочных датчиков и ремонт ювелирных изделий, где сохранение целостности компонентов и гладкости поверхности имеет первостепенное значение.
2. Замочная сварка (кВт)
Лазерные лучи высокой плотности энергии создают достаточное давление для испарения целевого материала, образуя узкий цилиндрический паровой канал (называемый "замочной скважиной"), который проникает в толщину заготовки. Расплавленный материал обтекает замочную скважину и затвердевает за движущимся лучом, создавая глубокий узкий сварной шов с высоким аспектным отношением (отношение глубины к ширине > 4: 1). Эта конфигурация предназначена для материалов с толстым сечением (1-50 мм) и структурных компонентов, требующих превосходной несущей способности. Сварка замочных скважин является предпочтительным методом для тяжелой промышленности, такой как судостроение, изготовление трубопроводов и производство аэрокосмических компонентов, где прочность соединения и надежность конструкции имеют решающее значение.
Отраслевые применения лазерной сварки
Универсальность лазерной сварки проистекает из ее способности решать уникальные производственные задачи в различных отраслях промышленности, как указано ниже:
Автомобильное производство
Лазерная сварка является краеугольным камнем в современном автомобильном производстве, способствуя прогрессу в области легковесного, структурной безопасности и производства электромобилей (EV). Его ключевые приложения включают:
- Корпус в белом (BIW) сборе: соединение панелей из высокопрочной стали (HSS) и алюминиевого сплава для снижения веса автомобиля при одновременном повышении износостойкости; лазерная сварка позволяет сваривать круги и стыки с минимальной шириной фланца, оптимизируя использование материала.
- EV Battery Pack Fabrication: герметизация корпусов аккумуляторных батарей, сварочных шин и соединительных электродных вкладок с субмиллиметровой точностью для обеспечения электропроводности и термической стабильности, что имеет решающее значение для работы и безопасности аккумулятора.
Производство компонентов трансмиссии: сварка головок цилиндров двигателя, трансмиссии и компонентов турбокомпрессора, где минимальная тепловая мощность процесса сохраняет механические свойства термочувствительных сплавов.
Лазерные сварочные линии, интегрированные с роботизированными системами и инструментами контроля качества в режиме реального времени, достигают времени цикла < 10 секунд на сварку, поддерживая большие производственные потребности автомобильной промышленности.
Электроника и микроэлектроника
Сектор электроники полагается на лазерную сварку для сборки миниатюрных высокоточных компонентов, где обычные методы сварки рискуют получить термическое повреждение. Ключевые области применения включают:
- Полупроводниковая упаковка: сварка свинцовых рам с интегральными схемами (ИС) и герметичные пакеты для высоконадежных устройств, используемых в аэрокосмической и оборонной промышленности.
Сборка печатных плат (PCB): микросварка тонкой проволоки (диаметром < 0,05 мм) на панели печатных плат, позволяющая производить компактные носимые устройства, датчики IoT и модули связи 5G.
- Производство бытовой электроники: герметизация корпусов смартфонов, сварка модулей камер и соединение гибких компонентов дисплея, где бесконтактный характер процесса исключает деформацию компонентов.
Минимальная зона термического влияния (HAZ) лазерной сварки часто < 50 мкм предотвращает повреждение соседних чувствительных компонентов, обеспечивая долговременную надежность электронных устройств.
Производство медицинского оборудования
Лазерная сварка незаменима при производстве медицинских устройств, где стерильность, биосовместимость и точность регулируются строгими нормативными стандартами (например, ISO 13485, FDA 21 CFR Part 820). Ключевые области применения включают:
Изготовление имплантируемых устройств: сварка ортопедических имплантатов (например, тазобедренных стеблей, спинномозговых стержней), сердечно-сосудистых стентов и корпусов кардиостимуляторов с использованием биосовместимых сплавов, таких как титан и нитинол; чистая, свободная от загрязнений операция процесса исключает необходимость постсварной очистки.
- Производство хирургических инструментов: соединение прецизионных режущих инструментов, эндоскопических компонентов и наконечников лазерного скальпеля, где гладкие сварные швы уменьшают раздражение тканей во время клинического использования.
- Сборка диагностического оборудования: сварочные компоненты для МРТ-аппаратов, анализаторов крови и ультразвуковых зондов, где точность процесса обеспечивает функциональность высокоточных чувствительных элементов.
Аэрокосмическая и оборонная промышленность
Аэрокосмическая промышленность требует сварочных решений, которые могут соединять передовые материалы (например, титановые сплавы, суперсплавы на основе никеля, полимеры, армированные углеродным волокном (CFRP)), при соблюдении строгих требований к весу и производительности. Ключевые области применения включают:
- Изготовление конструкции самолета: сварка панелей фюзеляжа, лонжеронов крыла и компонентов шасси; высокопрочные соединения лазерной сварки способствуют топливной экономичности и дальности полета самолета.
- Производство аэрокосмических двигателей: соединение лопаток турбин, камер сгорания и выхлопных форсунок, где способность процесса сваривать разнородные материалы поддерживает разработку двигателей высокой тяги следующего поколения.
- Сборка спутников и космических аппаратов: сварка легких конструкционных рам и компонентов двигательной установки, где вакуумная совместимая природа лазерной сварки устраняет газовую пористость в сварных швах.
Производство ювелирных изделий и предметов роскоши
Точность лазерной сварки и минимальное тепловое воздействие делают ее предпочтительной техникой для ремонта и кастомизации ювелирных изделий, а также для производства высококачественных предметов роскоши:
- Ремонт ювелирных изделий: ремонт разорванных цепей, изменение размера колец и прикрепление настроек драгоценных камней без повреждения окружающих драгоценных металлов или камней; сфокусированный лазерный луч позволяет локализовать ремонт сложных конструкций.
Изготовление ювелирных изделий на заказ: сварка разнородных металлов (например, золота и платины) для создания уникальных эстетических эффектов и гравировка мелких узоров на металлических поверхностях с точностью микронного уровня.
- Производство роскошных часов: сварка корпусов часов, шестерен и декоративных компонентов, где точность процесса обеспечивает функциональную и эстетическую целостность дорогих часов.
Оборудование и конфигурация лазерной сварки
Промышленные системы лазерной сварки проектируются для точности, автоматизации и безопасности, а основные компоненты адаптированы к конкретным требованиям применения:
1. Источник лазера
Первичная классификация лазерных источников включает волоконные лазеры (высокая эффективность, низкие эксплуатационные расходы, идеально подходящие для сварки металлов), CO₂ лазеры (подходят для неметаллических материалов, таких как пластмассы) и Nd: YAG / Nd: YVO₄ лазеры (импульсная работа для микросварки). Выходная мощность варьируется от < 100 Вт для микроэлектроники до > 10 кВт для тяжелой промышленной сварки замочной скважины.
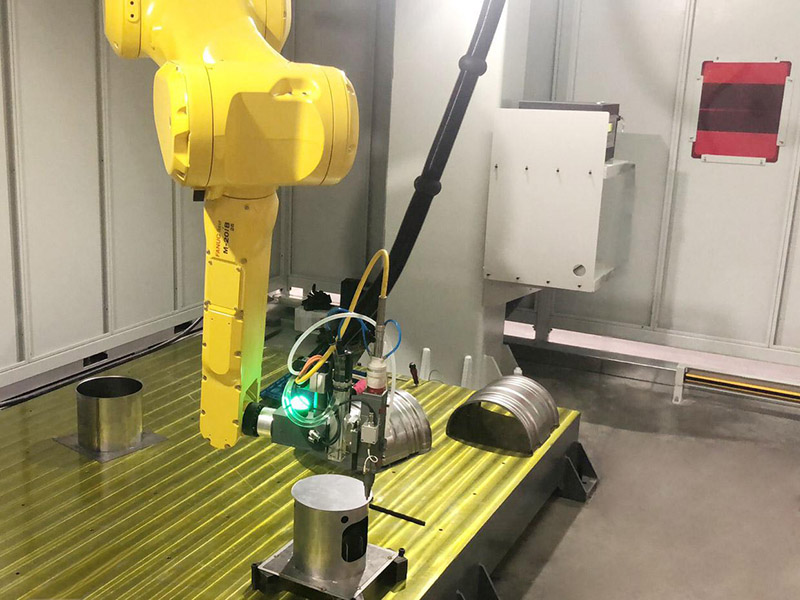
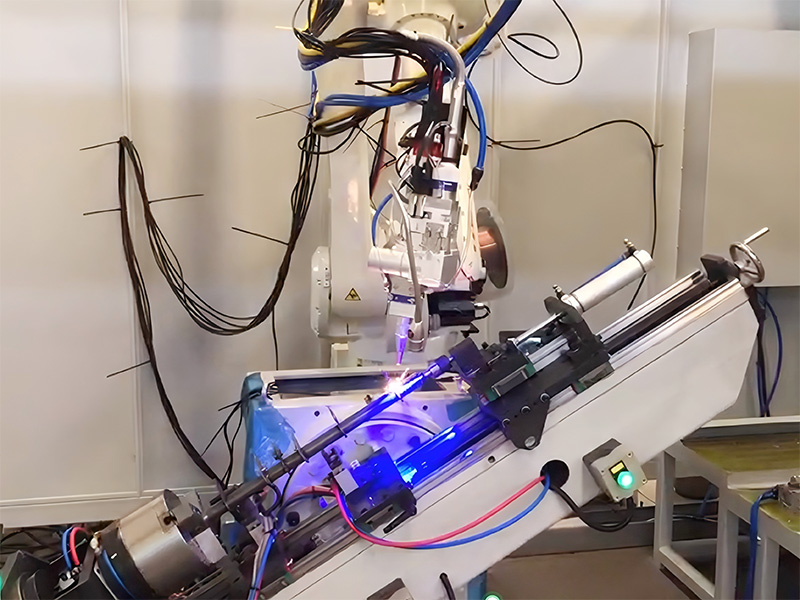
2. Сварочная рабочая станция
Типичная рабочая станция объединяет лазерный источник, систему позиционирования с ЧПУ (например, роботизированную руку, портальную систему), оптику для доставки луча (например, волоконно-оптические кабели, гальванометры) и функции безопасности (например, лазерные защитные корпуса, блокировки, системы вытяжки дыма). Для высокоточных применений системы позиционирования с визуальным контролем и инструменты мониторинга сварки в реальном времени (например, тепловизионные камеры, плазменные датчики) интегрированы для обнаружения и исправления отклонений процесса.
3. Автоматизированная интеграция
Современные системы лазерной сварки часто интегрируются с системами производственного исполнения (MES) и программным обеспечением автоматизированного проектирования (CAD), что позволяет автономное программирование, моделирование процессов и отслеживаемость параметров сварки. Эта интеграция поддерживает инициативы Industry 4,0, оптимизируя эффективность производства и контроль качества.
Основные преимущества лазерной сварки перед обычными методами сварки
Лазерная сварка превосходит традиционные методы (например, дуговую сварку, сварку сопротивлением) в нескольких критических аспектах:
- Непревзойденная точность и минимальные искажения: сфокусированный лазерный луч создает узкие сварные швы и минимальную HAZ, сохраняя механические свойства основного материала и исключая необходимость послесварочной обработки.
- Высокая скорость обработки и эффективность: лазерная сварка обеспечивает скорость перемещения до 50 м / мин для тонких материалов, что значительно сокращает время производственного цикла по сравнению с дуговой сваркой.
- Универсальность материала: в процесс могут быть включены разнородные материалы (например, металл-пластик, алюминий-сталь), которые несовместимы с обычными методами сварки.
- Экологически чистая работа: лазерная сварка обеспечивает минимальное количество отходов, устраняет необходимость в расходных материалах (например, сварочных стержнях, флюсах) и обеспечивает низкий уровень шума и выбросов, что соответствует глобальным целям устойчивого развития.
- Совместимость с автоматизацией: бесконтактный характер лазерной сварки обеспечивает бесшовную интеграцию с роботизированными системами, поддерживая круглосуточное крупносерийное производство с неизменным качеством.
Ключевые вызовы и стратегии смягчения последствий
Несмотря на свои преимущества, лазерная сварка представляет собой несколько проблем внедрения, требующих целенаправленных решений:
- Высокие начальные капитальные вложения: лазерные сварочные системы имеют более высокие первоначальные затраты по сравнению с обычным сварочным оборудованием. Стратегии смягчения включают варианты аренды, модульные конфигурации систем и анализ рентабельности инвестиций на основе долгосрочной экономии за счет сокращения отходов доработки и материалов.
- Требования к технической экспертизе: эксплуатация и обслуживание систем лазерной сварки требует специального обучения оптимизации параметров луча, материаловедению и протоколам безопасности. Компании могут решить эту проблему, сотрудничая с техническими учебными заведениями или нанимая сертифицированных специалистов по лазерной сварке.
- Материально-специфические ограничения: материалы с высокой отражательной способностью (например, медь, алюминий) могут отражать до 90% падающей лазерной энергии, снижая эффективность процесса. Методы смягчения включают использование волоконных лазеров высокой яркости, предварительный нагрев заготовки и нанесение антибликовых покрытий.
- Потеря передачи луча: доставка луча на большие расстояния через волоконную оптику может привести к ослаблению энергии. Эта проблема решается за счет использования оптических волокон с низкими потерями и регулярного обслуживания компонентов доставки луча.
Заключение
Лазерная сварка - это преобразующая технология соединения, которая изменила определение точности производства в автомобильной, электронной, медицинской, аэрокосмической промышленности и производстве предметов роскоши. Его уникальное сочетание высокой точности, универсальности материалов и совместимости с автоматизацией делает его незаменимым инструментом для удовлетворения меняющихся потребностей современного производства. По мере развития технологий лазерных источников (например, более высокой мощности, более низкой стоимости) и интеграции искусственного интеллекта в системы мониторинга процессов лазерная сварка будет продолжать расширять сферу применения, позволяя разрабатывать инновационные продукты и устойчивые производственные практики. Для организаций, стремящихся повысить качество продукции, снизить производственные затраты и получить конкурентное преимущество, понимание и внедрение технологии лазерной сварки является стратегическим императивом.
Хотели бы вы, чтобы я дополнительно уточнил детали технических параметров или отраслевые тематические исследования в этой статье, чтобы сделать ее более ориентированной на конкретный сектор?