В рамках Индустрии 4,0, где интеллектуальное производство требует высокоточной 3D-обработки, совместимости с несколькими материалами и беспилотной работы, автоматизированная 3D-лазерная резка робота-манипулятора стала основным инструментом производства. В отличие от
2D лазерные резцы(ограничено плоскими листами) или ручной 3D-резкой (подверженной ошибкам), эта система объединяет 6-осевое роботизированное управление движением, высокоэнергетические лазерные источники и интеллектуальное 3D-управление зрением для решения ключевых проблем в современном производстве, таких как сложная изогнутая поверхность. Обработка, низкая эффективность операций с несколькими настройками и плохая согласованность партии. Он широко используется в дорогостоящих секторах, требующих точности, включая аэрокосмическую, автомобильную и медицинскую технику, и соответствует международным стандартам, таким как ISO 230-2 (точность позиционирования) и ISO 10110 (качество лазерной обработки). Ниже приведен технический анализ его основных компонентов, операционных механизмов, технических преимуществ, отраслевых применений и будущего развития.
1. Техническое определение и спецификации основных компонентов
Автоматизированная 3D лазерная резка робота-манипулятора представляет собой интегрированную систему, предназначенную для бесконтактной резки 3D материалов. Его производительность определяется тремя основными подсистемами, технические параметры которых напрямую определяют точность и эффективность обработки:
| Основная подсистема | Технические детали | Функция |
|----------------------|----------------------------------------------------------------------------------|--------------------------------------------------------------------------|
| 6-осевая роботизированная рука | - Конфигурация осей: X / Y / Z (линейная) + A / B / C (вращательная) < br > - Повторяемость: ± 0,005-0,01 мм < br > - Максимальная дальность действия: 1,2-3,5 м < br > - Полезная нагрузка: 30-200 кг (для лазерной головки + визуального модуля) | Управляет лазерной головкой по трехмерным траекториям резки, гарантируя, что лазерный луч остается перпендикулярным поверхности заготовки (даже для изогнутых / подрезанных деталей). | |
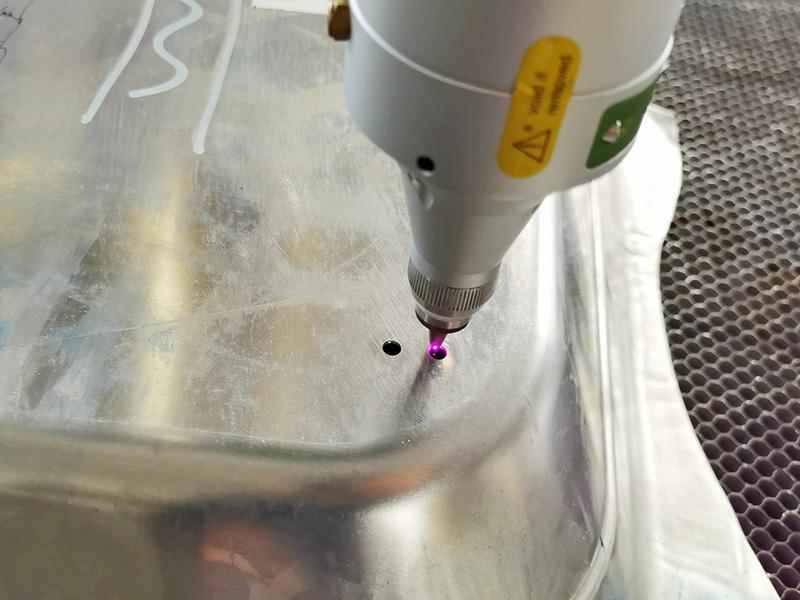
| Модуль лазерной резки | - Типы: волоконный лазер (1060-1080 нм), CO₂-лазер (10,6 мкм), дисковый лазер (1030 нм) < br > - Диапазон мощности: 1 кВт-50 кВт < br > - Качество луча (м2): < 1,2 (волоконные / дисковые лазеры), < 1,5 (CO₂-лазеры) < br > - Размер пятна фокуса: 0,05-0,5 мм | Преобразует электрическую энергию в лазерные лучи высокой плотности (10-10 Вт / мм2) для расплавления, испарения или абляции материалов, достигая беззаусенцев. |
| 3D Vision Guidance System | - Технология: Структурированная световая / лазерная триангуляция < br > - Точность сканирования: ± 0,02 мм < br > - Разрешение облака точек: 0,1 мм / точка < br > - Совместимость: Поддержка форматов файлов CAD (STEP, IGES) | Сканирует заготовку для создания 3D облака точек, компенсируя отклонения положения (например, ошибки размещения заготовки ± 0,5 мм) и оптимизируя траектории резки в режиме реального времени. |
2. Операционный механизм и технический рабочий процесс
Высокая точность и автоматизация системы основаны на рабочем процессе с замкнутым циклом, который объединяет "3D-восприятие → планирование пути → динамическое выполнение → мониторинг в реальном времени". Каждый шаг оптимизирован для сценариев 3D-резки:
Шаг 1: 3D сканирование деталей и обработка данных
- Система трехмерного видения (например, Keyence LJ-V7000, Basler blaze) сканирует целевую заготовку, захватывая геометрические данные (например, изогнутые поверхности, отверстия, выемки) для формирования облака точек высокого разрешения.
Программное обеспечение (например, Halcon, Siemens NX) обрабатывает облако точек для:
1. Совместите фактическую заготовку с моделью CAD, рассчитав значения компенсации за ошибки размещения (например, смещение ± 0,3 мм).
2. Определите критические особенности (например, подрезанные края, наклонные плоскости), требующие адаптивной ориентации лазерной головки.
Шаг 2: автономное программирование (OLP) и оптимизация пути
Используя программное обеспечение OLP (например, ABB RobotStudio, Fanuc ROBOGUIDE), инженеры предварительно проектируют трехмерные пути резки на основе обрабатываемого облака точек:
- Программное обеспечение автоматически оптимизирует траекторию движения робота, чтобы минимизировать время в пути (сокращая время цикла на 15-20%).
- Для тонкостенных заготовок (≤ 3 мм) он регулирует параметры лазера (например, импульсный режим: частота 5-10 кГц) для предотвращения прогорания.
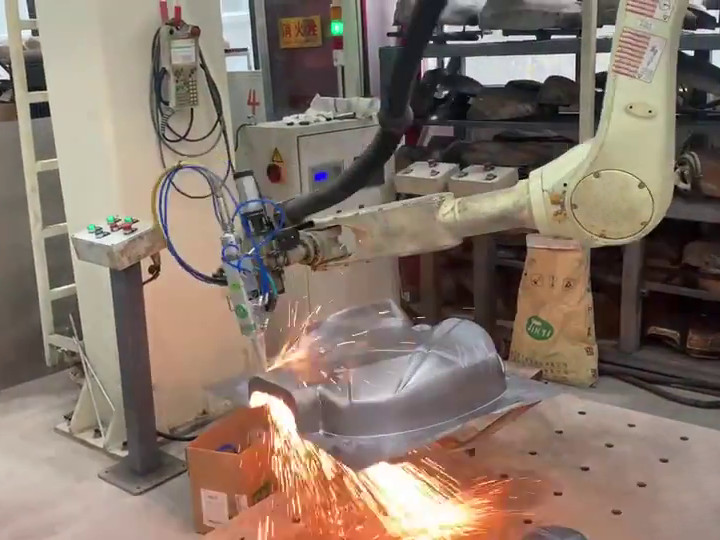
Шаг 3: Динамическое выполнение резки и настройка в реальном времени
- Роботизированная рука управляет лазерной головкой для выполнения пути резки, а система 3D-зрения обеспечивает обратную связь в реальном времени (частота обновления 100 Гц):
- Если заготовка слегка деформируется (например, тепловое расширение алюминия), система регулирует положение лазерной головки на ± 0,01 мм для поддержания точности резки.
- Коаксиальный датчик мощности лазера контролирует выходную энергию (стабильность ± 1%) для обеспечения стабильного качества резки всей заготовки.
Шаг 4: Проверка качества после резки (опция)
- Встроенные датчики зрения (например, Cognex In-Sight) проверяют режущие кромки на наличие заусенцев (≤ 0,05 мм) и точность размеров, регистрируя данные в MES (Manufacturing Execution Systems) для отслеживания.
3. Ключевые технические преимущества перед традиционными методами резки
По сравнению с 2D лазерной резкой, ручным фрезерованием или гидроабразивной резкой, автоматизированная 3D лазерная резка робота-манипулятора обеспечивает количественные улучшения в точности, эффективности и гибкости:
3,1 Ультра-точность для сложных 3D-геометрий
Точность измерения: ± 0,01-0,02 мм (соответствует классу 1 ISO 230-2), что позволяет обрабатывать микроэлементы, такие как пазы шириной 0,1 мм (распространенные в электронных датчиках) и отверстия диаметром 0,5 мм (в медицинских имплантатах).
- Обработка кривой поверхности: 6-осевой робот регулирует ориентацию лазерной головки в режиме реального времени, обеспечивая постоянную глубину резки (± 0,03 мм) на сферических, цилиндрических или свободных поверхностях, что невозможно с помощью 2D-резаков.
3,2 Высокая эффективность и сниженная трудовая зависимость
- Скорость резки: для нержавеющей стали толщиной 1 мм линейная скорость достигает 10-15 м / мин - в 4-6 раз быстрее, чем ручное фрезерование (2-3 м / мин), и в 2-3 раза быстрее, чем 2D-лазерная резка (5-7 м / мин для плоских листов).
- Беспилотная работа: система работает 24 / 7, требуется только загрузка / разгрузка материала, достигая 85-90% общей эффективности оборудования (OEE) - против 60-70% для ручных процессов. Это снижает затраты на рабочую силу на 60-70%.
3,3 Совместимость с несколькими материалами и низкий уровень отходов
- Материальный ряд:
- Металлы: нержавеющая сталь (304 / 316L), алюминиевые сплавы (6061 / 7075), титан (TC4), медь (C1100).
- Неметаллы: инженерные пластмассы (PEEK, ABS), композиты (полимер, армированный углеродным волокном, CFRP), керамика (оксид алюминия).
- Сокращение отходов: интеллектуальное гнездование (программная оптимизация пути) сокращает материальные отходы до 3-5% по сравнению с 10-15% при ручной резке. Для дорогостоящих материалов (например, титана) это экономит от 10 000 до 50 000 долларов в год.
3,4 Минимальное тепловое искажение
- Узкая зона термического воздействия (HAZ): ≤ 0,3 мм для алюминия толщиной 1 мм - на 80% меньше, чем при гидроабразивной резке (HAZ ≥ 1,5 мм), и на 90% меньше, чем при плазменной резке. Это исключает выпрямление после резки (трудоемкий этап для тонкостенных заготовок) и сохраняет прочность материала (например, сохранение прочности на растяжение ≥ 95% для алюминия 6061).
4. Отраслевые приложения и техническая ценность
Способность системы обрабатывать сложную 3D-обработку и мультиматериалы делает ее незаменимой в высокоточных производственных секторах:
4,1 Аэрокосмическая промышленность
- Ключевые области применения: резка лопаток авиационного двигателя из титанового сплава (TC4) (сложные кривые аэродинамического профиля), панелей фюзеляжа из алюминиево-литиевого сплава (2195) (изогнутые края) и обшивки крыла из углепластика (толщина 0,5-2 мм).
- Техническая ценность: соответствует стандартам качества AS9100 с коэффициентом дефектов < 0,1%; 3D-резка лопаток двигателя обеспечивает аэродинамическую эффективность (отклонение аэродинамического профиля ≤ 0,05 мм), что имеет решающее значение для экономии топлива.
4,2 Автомобильная и электромобильная промышленность
- Ключевые области применения: изготовление корпусов аккумуляторов EV (1,5-3 мм 6061 алюминий, с подрезанными каналами охлаждения), дверных рам из высокопрочной стали (DP980) (изогнутые вырезы) и статорных пластин двигателя (0,3 мм кремниевая сталь).
- Техническая ценность: обработка корпусов батарей с одной установкой снижает погрешности сборки на 40-50%; высокоскоростная резка (12 м / мин для 1 мм DP980) поддерживает массовое производство (более 100 000 единиц в год).
4,3 Электронная промышленность
- Ключевые области применения: прецизионная резка медных (C1100) радиаторов (микроканалы, ширина 0,2 мм), корпусов датчиков из нержавеющей стали (316L) (стенки толщиной 0,5 мм) и трафаретов печатных плат (отверстия диаметром 0,1 мм).
- Техническое значение: Волоконные лазеры высокой яркости (м2 < 1,1) преодолевают высокую отражательную способность меди (снижая потери энергии на 30-40%); микромасштабная точность обеспечивает целостность сигнала электронных компонентов.
4,4 Индустрия медицинского оборудования
- Основные области применения: резка титановых (TC4) ортопедических имплантатов (индивидуальные тазобедренные чашки с трехмерными пористыми структурами), хирургических щипцов из нержавеющей стали (316L) (челюсти толщиной 0,3 мм) и спинальных клеток PEEK (сложные трехмерные контуры).
- Техническая ценность: соответствует стандартам ISO 13485; беззаусенцы (≤ 0,02 мм) устраняют риски раздражения тканей; 3D пористые структуры (достигаемые с помощью точной лазерной абляции) улучшают биосовместимость имплантатов.
5. Будущие технологические тенденции
По мере того, как производство развивается в направлении интеллекта и устойчивости, автоматизированная 3D-лазерная резка робота-манипулятора будет подвергаться трем ключевым достижениям:
5,1 Интеллектуальная оптимизация, управляемая ИИ
- Машинное обучение для настройки параметров: алгоритмы будут анализировать исторические данные резки (тип материала, толщина, качество резки) для автоматической оптимизации мощности, скорости и фокуса лазера - сокращение времени настройки на 50% и частоты дефектов еще на 30%.
- Прогнозное обслуживание: датчики вибрации и тепловизионные камеры будут отслеживать роботизированные соединения рук и лазерные диоды, прогнозируя отказы за 2-4 недели (сокращение незапланированных простоев на 40-60%).
5,2 Мощная и многопроцессная интеграция
Волоконные лазеры мощностью 50 кВт: Высокомощные лазеры нового поколения позволят выполнять однопроходную резку толстых металлов (до 50 мм углеродистой стали), что расширит область применения тяжелой техники (например, компонентов экскаваторов).
- Multi-Process Cells: Интеграция резки, гравировки и текстурирования поверхности в один манипулятор робота - поддержка сквозного производства сложных деталей (например, аэрокосмических крепежных деталей с точными вырезами и противоскользящими текстурами).
5,3 Устойчивость и экологичное производство
- Энергоэффективность: новые конструкции волоконных лазеров (electrical-to-optical эффективность преобразования ≥ 45%) снизят потребление энергии на 20-30% по сравнению с существующими моделями.
- Экологичное охлаждение: безводные системы охлаждения (с использованием теплообменников с воздушным охлаждением) устранят отходы воды, что соответствует глобальным целям углеродной нейтральности.